మందపాటి గోడ ఉక్కు పైపు తయారీదారు స్టాక్

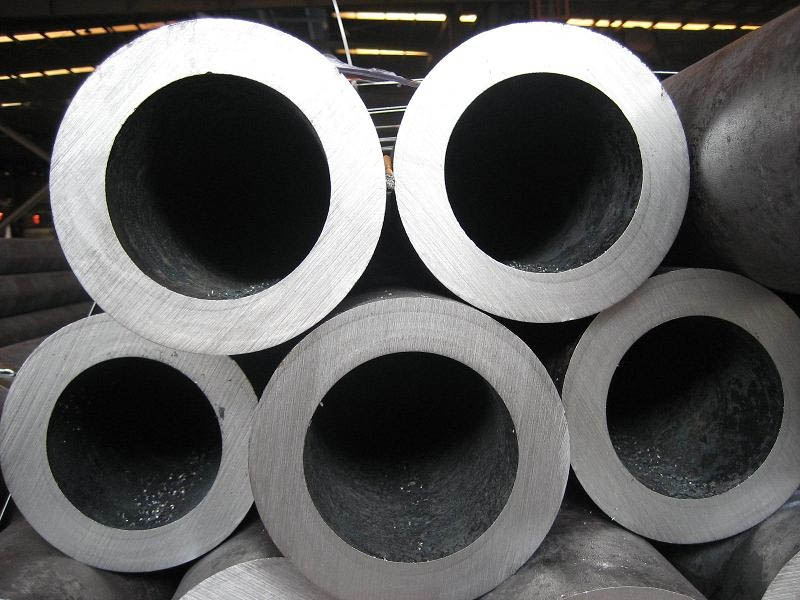
మందపాటి గోడ ఉక్కు పైపు మరియు సన్నని గోడ ఉక్కు పైపు మధ్య అతిపెద్ద వ్యత్యాసం ఉక్కు పైపు గోడ యొక్క మందంతో ఉంటుంది. సాధారణంగా చెప్పాలంటే, సన్నని వాల్ స్టీల్ పైపులు కోల్డ్ డ్రాన్ టెక్నాలజీ అయితే మందపాటి వాల్ స్టీల్ పైపులు సాధారణంగా హాట్ రోల్డ్ టెక్నాలజీ. ఇది కొలత యూనిట్ ద్వారా వేరు చేయబడితే, సాధారణంగా గోడ మందం / పైపు వ్యాసం 0.05కి సమానం అని పరిగణించబడుతుంది మందపాటి గోడ ఉక్కు పైపు మరియు సన్నని గోడ ఉక్కు పైపు మధ్య వాటర్షెడ్, గోడ మందం / పైపు వ్యాసం 0.05 కంటే తక్కువ ఉన్న సన్నని గోడల ఉక్కు పైపు. మరియు 0.05 కంటే ఎక్కువ వ్యాసం కలిగిన మందపాటి గోడల ఉక్కు పైపు. అప్లికేషన్ పరంగా, సన్నని గోడల ఉక్కు పైపు ఎక్కువగా పైపుపై ఉపయోగించబడుతుంది. మందపాటి గోడ ఉక్కు పైపు ఎక్కువగా ఖాళీ భాగాల ఖాళీలో ఉపయోగించబడుతుంది. ప్రెజర్ బేరింగ్ మరియు ముఖ్యమైన పైప్లైన్లపై ఉపయోగించబడుతుంది.
చైనాలో సాధారణంగా ఉపయోగించే మెటీరియల్స్: 10#, 20#, 45#, 42CrMo, 36crmo, 40Cr, 20Cr, 15CrMo, 12Cr1MoV, Q235A, Q235B, 0Cr13, 1Cr17, 0310cr17, 0310cr5, 0310cr5, 0310cr5 L290, X42, X46, X70, X80.
మందపాటి వాల్ స్టీలు పైపులను వెల్డింగ్ చేసేటప్పుడు ముందుగా వెల్డెడ్ జంక్షన్ వద్ద ఆయిల్, పెయింట్, వాటర్, రస్ట్ మొదలైన వాటిని శుభ్రం చేసి, ఆపై గోడ మందం ప్రకారం గాడిని తయారు చేయాలి. మందపాటి పెద్దవి తెరవబడతాయి మరియు సన్ననివి చిన్నవిగా (యాంగిల్ గ్రైండర్) తెరవబడతాయి, ఆపై ఉత్పత్తుల మధ్య అంతరం, ఇది సాధారణంగా వెల్డింగ్ రాడ్ లేదా వెల్డింగ్ వైర్ యొక్క వ్యాసం కంటే 1-1.5 రెట్లు ఉంటుంది. గాడి అనుకోకుండా పెద్దగా తెరిచినట్లయితే, అది చిన్నదిగా రిజర్వ్ చేయబడుతుంది. స్పాట్ వెల్డింగ్ కనీసం మూడు పాయింట్ల వద్ద నిర్వహించబడుతుంది. సాధారణంగా, నాలుగు పాయింట్ల వద్ద పని చేయడం సులభం. వెల్డింగ్ చేసినప్పుడు, అది సగం వెల్డింగ్ చేయాలి. ప్రారంభ స్థానం దిగువ బిందువు కంటే సుమారు 1 సెం.మీ ఉండాలి, తద్వారా ఉమ్మడి వ్యతిరేక వైపు నుండి తయారు చేయబడుతుంది. ఉక్కు పైపు గోడ మందంగా ఉంటే, అది పొరలుగా ఉండాలి, కనీసం రెండు పొరలు. మొదటి పొరను మొత్తం సర్కిల్లో వెల్డింగ్ చేసిన తర్వాత మాత్రమే రెండవ పొరను వెల్డింగ్ చేయవచ్చు.
రౌండ్ ట్యూబ్ ఖాళీ → హీటింగ్ → పియర్సింగ్ → త్రీ రోల్ క్రాస్ రోలింగ్, నిరంతర రోలింగ్ లేదా ఎక్స్ట్రాషన్ → పైప్ స్ట్రిప్పింగ్ → సైజింగ్ (లేదా తగ్గించడం) → శీతలీకరణ → స్ట్రెయిటెనింగ్ → హైడ్రోస్టాటిక్ టెస్ట్ (లేదా లోపాన్ని గుర్తించడం) → మార్కింగ్
ఉక్కు పైపు యొక్క గోడ మందం 12.5mm కంటే ఎక్కువ కానప్పుడు, వెల్డ్ ఉపబలము 3.0mm కంటే ఎక్కువ కాదు; ఉక్కు పైపు యొక్క గోడ మందం 12.5 మిమీ కంటే ఎక్కువగా ఉన్నప్పుడు, వెల్డ్ ఉపబలము 3.5 మిమీ కంటే ఎక్కువ ఉండకూడదు.
168.3 మిమీ కంటే ఎక్కువ నామమాత్రపు బయటి వ్యాసం కలిగిన ఉక్కు పైపు నేరుగా లేదా సరఫరాదారు మరియు కొనుగోలుదారు అంగీకరించిన బెండింగ్ ఇండెక్స్ ప్రకారం ఉండాలి.
168.3 మిమీ కంటే ఎక్కువ నామమాత్రపు బయటి వ్యాసం కలిగిన ఉక్కు పైపుల కోసం, ఉక్కు పైపు మొత్తం పొడవులో 0.2% కంటే ఎక్కువ వక్రత ఉండకూడదు.
పైపు చివర 4 మిమీ కంటే ఎక్కువ గోడ మందంతో ఉక్కు పైపు కోసం, పైపు చివర 30 ° + 5 ° 0 °, 1.6 మిమీ ± 0.8 మిమీ యొక్క రూట్తో ప్రాసెస్ చేయవచ్చు మరియు పైపు ముగింపు వాలు కంటే తక్కువగా ఉంటుంది. లేదా 5 మిమీకి సమానం.





